Vandens srauto standartinė įranga LJS tipas Vandens srauto standartinė įranga Statinis gravimetrinis metodas + statinis tūrinis metodas + pagrindinio matuoklio metodas
1. Aprašymas
LJS tipo vandens srauto etalonų įrenginys (toliau – Įrenginys) yra specializuotas matavimo prietaisas, kurio reikalaujama pagal nacionalinius metrologinės patikros reglamentus. Jame kaip etaloniniai prietaisai naudojamos didelio tikslumo elektroninės svarstyklės (pirminis etalonas), metaliniai etalonai (pirminis etalonas) ir srauto matuokliai (antrinis etalonas). Naudodamas švarų vandenį kaip kalibravimo terpę ir remdamasis atitinkamais nacionaliniais patikros reglamentais bei bandomojo skaitiklio (MUT) kalibravimo reikalavimais, jis nuolat tikrina, kalibruoja ir bando MUT srauto matuoklius tais pačiais laiko intervalais. Jį plačiai naudoja nacionalinės metrologijos techninės priežiūros tarnybos įstatymų numatytai pirmajai ir periodinei prietaisų patikrai, taip pat teisminiam ir civiliniam arbitražui. Jis taip pat naudojamas kaip vidinis vykdymo etalonas tokiose pramonės šakose kaip naftos ir chemijos pramonė, ir yra naudojamas išmaniesiems srauto matavimo bandymams moksliniuose tyrimuose, metrologijos techninėje priežiūroje ir srauto matuoklių gamyboje, siūlydamas platų standartizavimą ir pritaikomumą. Siekiant užtikrinti verčių perdavimo tikslumą kalibravimo darbų metu ir pagerinti darbuotojų profesines metrologinės patikros žinias, šis mokymo planas yra specialiai parengtas. Tikimasi, kad įrenginio kalibravimo darbuose dalyvaujantys darbuotojai rimtai žiūrės į šį kursą, aktyviai jį studijuos ir kvalifikuotai įvaldys.
Įstaigoje derinami keli kalibravimo metodai: statinis gravimetrinis metodas, statinis tūrinis metodas ir pagrindinio matuoklio metodas. Šis vienas kitą papildantis daugiametodis metodas pagerina įstaigos kalibravimo efektyvumą ir išmanumo lygį, suteikdamas galimybę kalibruoti arba tikrinti standartinius srauto matuoklius internetu, taip pat kalibruoti arba tikrinti įvairius vandens srauto matuoklius.
Statinis gravimetrinis metodas naudoja didelio tikslumo elektronines svarstykles kaip atskaitos tašką. Jis nustato srauto greitį pasverdamas bendrą skysčio, tekančio į svėrimo indą per nustatytą laiko intervalą, masę ir palygindamas ją su masės srautu, apskaičiuotu iš MUT, taip nustatydamas MUT tikslumą ir pakartojamumą. Elektroninės svarstyklės pasižymi dideliu tikslumu; šis metodas gali pasiekti ±0,05 % tikslumą ir pasižymi tokiais privalumais kaip pastovaus slėgio srauto šaltinis, stabilus srautas ir didelis matavimo tikslumas.
Statinis tūrinis metodas kaip etaloną naudoja standartinį metalo matą. Palyginti su statiniu gravimetriniu metodu, jis taip pat pasižymi pastovaus slėgio srauto šaltiniu, stabiliu srautu ir dideliu matavimo tikslumu. Tačiau dideliems srautams aptikti statiniam tūriniam metodui reikia kelių standartinių metalo matų, naudojamų kartu. Standartinių metalo matų gamyba yra gana sudėtinga, kalibravimo laikas ilgesnis, o maksimalus pasiekiamas tikslumas yra ±0,1 %.

Pagrindinio matuoklio metodas naudoja didelio tikslumo srauto matuoklį kaip etaloninį prietaisą MUT bandymui. Dažniausiai naudojami didelio tikslumo srauto matuokliai gali pasiekti apie ±0,2 % matavimo tikslumą. Kalibruojant bendruosius darbinius srauto matuoklius, šis patikros metodas yra gana paprastas, patogus ir ekonomiškas.
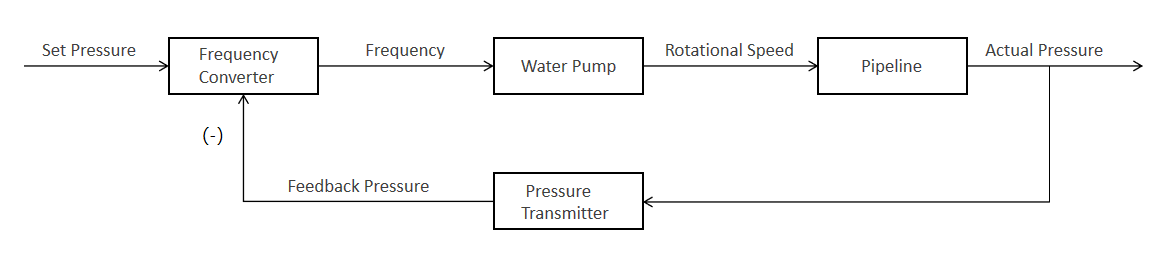
Įrenginio slėgio stabilizavimo metodas apjungia stabilizuojantį indą ir kintamo dažnio pavaros (VFD) reguliavimą. Valdant VFD greitį siurblio greičiui reguliuoti, stabilizuojamas kalibravimo terpės išėjimo srautas. Tolesnis stabilizavimo indo stabilizavimo metu srauto slėgio svyravimai kontroliuojami 0,2 % tikslumu. Sistemos srauto reguliavimas apjungia reguliavimo vožtuvus ir siurblio variklio VFD valdymą, patenkinant srauto reguliavimo poreikius įvairiems vamzdžių skersmenims ir kartu sumažinant sistemos energijos suvartojimą.
Visas įrenginys valdomas kompiuterinės automatizacijos būdu, papildytu rankiniu valdymu. Tai leidžia automatiškai valdyti ir rinkti duomenis visam įrenginiui, pvz., elektroninių svarstyklių rodmenis, standartinių matavimo priemonių rodmenis, standartinių srauto matuoklių rodmenis, MUT rodmenis, nukreipiklio valdymą, slėgio daviklį, temperatūros daviklį, srauto reguliavimo vožtuvą ir VFD valdymą bei duomenų rinkimą. Jis gali automatiškai atlikti vieno taško, trijų taškų, penkių taškų ir kelių taškų kalibravimą, turėdamas automatinio duomenų saugojimo, užklausų, kalibravimo rezultatų spausdinimo ir kalibravimo sertifikatų funkcijas. Slėgio stabilizavimo metodas naudoja VFD reguliavimą ir stabilizuojančio indo metodus, pagrįstus srauto diapazonu. Sistemos srauto reguliavimas apjungia elektrinius reguliavimo vožtuvus ir siurblio variklio VFD valdymą, patenkinant srauto reguliavimo poreikius įvairiems skersmenims ir sumažinant sistemos energijos suvartojimą.
Vartotojai gali pasirinkti konkretų kalibravimo metodą, atsižvelgdami į kalibruojamo skaitiklio tipą, vietos apribojimus, ekonomines sąlygas ir kt., arba integruoti kelis metodus, kad sukurtų atitinkamą standartinį įrenginį.
Įrenginio projektas atitinka nacionalinius metrologijos standartus, reglamentus ir specifikacijas:
● JJG 164-2000 skysčio srauto standartinė įranga
● JJG 643-2024 pagrindinio skaitiklio metodas, srauto standartinė įranga
● JJG 162-2019 Šalto geriamojo vandens skaitikliai
● JJG 257-2007 plūdiniai srauto matuokliai
● JJG 640-2016 diferencinio slėgio srauto matuokliai
●JJG 667-2010 skysčio teigiamo poslinkio srauto matuokliai
● JJG 1029-2007 sūkuriniai srauto matuokliai
●JJG 1030-2007 ultragarsiniai srauto matuokliai
● JJG 1033-2007 elektromagnetiniai srauto matuokliai
● JJG 1037-2008 turbininiai srauto matuokliai
●JJG 1038-2008 Koriolio masės srauto matuokliai
2. Pagrindinis turinys
2.1 Pagrindiniai techniniai parametrai
2.1.1Kalibravimo metodai: statinis gravimetrinis metodas + statinis tūrinis metodas + pagrindinio matuoklio metodas.
2.1.2Išplėstinis neapibrėžtumas dėl įrenginio:
* Statinis gravimetrinis metodas: 0,05 % (*k*=2) Elektroninių svarstyklių patikros skalės intervalo vertė e=1/6000;
* Statinis tūrinis metodas: 0,2 % (*k*=2) Didžiausia leistina standartinio darbinio mato paklaida: ≤±0,5×10⁻³; jei naudojami II klasės standartiniai metaliniai matai, statinis tūrinis metodas gali būti 0,15 % (*k*=2);
* Pagrindinio matuoklio metodas: 0,3 % (*k*=2). Standartinio srauto matuoklio paklaida 0,2 % (*k*=2).
2.1.3Srauto stabilumas: ≤0,2%.
2.1.4Srauto diapazonas: (0,02 ~ 5000) m³/h (arba vartotojo nurodytas srauto diapazonas).
2.1.5MUT specifikacijos: skersmuo DN4 ~ DN600 (arba vartotojo nurodytas skersmuo).
2.1.6Kalibravimo bandymų stotys: galima sudaryti kelias grupes su lygiagrečiai išdėstytais kalibravimo bandymų vamzdynais. Standartiniai kalibravimo stočių skersmenys yra DN25, DN50, DN80, DN100, DN150, DN200, DN300, DN400, DN500, DN600. Kitų specifikacijų srauto matuoklius galima kalibruoti keičiant vamzdžius.
2.1.7MUT tipai: turbininiai srauto matuokliai, sūkuriniai srauto matuokliai, elektromagnetiniai srauto matuokliai, ultragarsiniai srauto matuokliai, greičio srauto matuokliai, diferencinio slėgio srauto matuokliai, skysčio teigiamo poslinkio srauto matuokliai, Koriolio masės srauto matuokliai ir kt.
2.1.8MUT signalai: impulsinis (dažnio) signalas, srovė (4–20) mA, skaitmeninis RS485 ryšys, nėra signalo (tiesioginis nuskaitymas) ir kt.
2.1.9Kalibravimo terpė: švarus vanduo.
2.1.10Darbinis slėgis: (0,2 ~ 1,0) MPa (pagal naudotojo reikalavimus).
2.1.11Pateikiamas maitinimo šaltinis: nuolatinė srovė (5 V, 12 V, 24 V) / 1 A, kintamoji srovė 220 V / 10 A.
2.1.12Valdymo metodas:
Kalibravimo metu įrenginys veikia automatiškai. Atlikus reikiamus rankinius veiksmus (MUT montavimą, rankinių vožtuvų atidarymą / uždarymą), likusias kalibravimo užduotis automatiškai atlieka kompiuteris.
2.1.13Įrenginio medžiagos:
Su bandymo terpe besiliečiančios dalys pagamintos iš 304 nerūdijančio plieno. Kiti komponentai pagaminti iš dažyto anglinio plieno.
2.1.14Patalpos laboratorijos erdvė (pateikiama vartotojo):
Visa patalpa yra tinkamai išplanuota, kad būtų taupoma vieta ir atitiktų laboratorijos reikalavimus.
2.1.15Įrenginio priėmimas:
Galutinį viso objekto priėmimą atlieka vartotojo paskirta nacionalinė įstatymų nustatyta metrologijos institucija. Ji patikrins, įvertins ir išduos patikros / kalibravimo ataskaitą (sertifikatą). Ši ataskaita (sertifikatas) yra pagrindinis priėmimo dokumentas.
Kitiems įrenginyje esantiems matavimo vienetams, įskaitant elektronines svarstykles, standartinius metalinius matus, standartinius srauto matuoklius, slėgio daviklius, temperatūros daviklius, laikmačius ir kt., po patikrinimo bus pateiktos provincijos įstatymų numatytų metrologijos įstaigų išduotos patikros / kalibravimo ataskaitos (sertifikatai).

2.2 Veikimo principas
Kalibravimui naudojant statinį gravimetrinį metodą, etalonu naudojamos elektroninės svarstyklės. Per tą patį nustatytą laiko intervalą per MUT tekančios kalibravimo terpės masė palyginama su elektroninėmis svarstyklėmis išmatuota mase (arba masės srautu, apskaičiuotu pagal nustatytą laiką), taip nustatant MUT tikslumą ir pakartojamumą.
Naudojant statinį tūrinį metodą srauto matuoklio kalibravimui, MUT ir etaloninis darbinis matas veikia sinchroniškai. Per tą patį nustatytą laiko intervalą tūrinis srautas per MUT (arba bendras tūris, apskaičiuotas pagal nustatytą laiką) lyginamas su statiškai išmatuotu tūriu etaloniniame darbiniame mate, taip nustatant MUT metrologinį tikslumą ir pakartojamumą.
Kalibravimui naudojant pagrindinio matuoklio metodą, kalibravimo terpė nuolat teka per MUT ir pagrindinį matuoklį. Pagrindinis matuoklis veikia kaip etalonas, nuosekliai sujungtas su MUT metrologiniam palyginimui, nustatant MUT tikslumą ir pakartojamumą.
2.3 Proceso srautas
Bandymo terpė teka iš vandens bako per siurblio grupę, stabilizavimo indą, oro gaudyklę/filtrą, kalibravimo proceso vamzdynus, standartinio srauto matuoklio grupę, srauto reguliavimo vožtuvo grupę, nukreipiklį į svėrimo indą. Pasvėrus elektroninėmis svarstyklėmis (arba standartiniu metaliniu matu), ji grįžta į vandens baką. Sistemos srautas nustatomas sveriant į svėrimo indą tekantį skystį (arba išmatuojant standartinio metalinio mato talpą).
Sumontuokite MUT ant atitinkamo bandymo vamzdyno. Paleiskite atitinkamą cirkuliuojančio vandens kaupimo ir slėgio stabilizavimo sistemą. Sureguliuokite reguliavimo vožtuvo atidarymą, terpės srauto greitį ir vamzdyno slėgį, kad būtų pasiektas ir stabilizuojamas reikiamas kalibravimo srautas. Bandymo terpė teka per MUT ir srauto darbinį standartą (elektronines svarstykles, standartinį metalinį matą, standartinį srauto matuoklį). Sinchroniškai valdykite MUT ir srauto darbinį standartą, palyginkite jų išėjimo srauto vertes, kad nustatytumėte MUT metrologinį tikslumą ir pakartojamumą. Sinchroniškai surinktos standartinės vertės ir MUT vertės patenka į kompiuterinę sistemą duomenų apdorojimui. Remiantis skirtingais kalibravimo metodais, valdymo procesas siunčia skirtingus valdymo signalus, kad bandymo terpės srautas pasiektų kito bandymo taško srautą. Kartokite aukščiau aprašytą operaciją, kol visi srauto taškai bus sukalibruoti. Galiausiai apskaičiuokite kalibravimo rezultatus pagal patikros reglamentus, išsaugokite juos ir atsispausdinkite ataskaitas bei sertifikatus.
2.4 Įrenginio sudėtis
2.4.1Cirkuliuojančio vandens kaupimo ir stabilizavimo sistema
Sudarytas iš vandens bako, siurblio (-ių), dažnio keitiklio sistemos, stabilizavimo indo, oro šalinimo įrenginio / filtro, jungiamųjų vamzdžių, rankinių uždaromųjų vožtuvų, atbulinių vožtuvų ir lanksčių jungčių ir kt.
A. Maitinimo siurbliai
Parenkami energiją taupantys, mažai vibruojantys ir mažai triukšmingi išcentriniai siurbliai. Jie visiškai padengia įrenginio kalibravimo vamzdynų reikalaujamą srauto diapazoną ir įkūnija energijos vartojimo efektyvumo bei optimalaus ekonomiškumo principus, laikantis srauto reguliavimo prielaidos. Galima naudoti kelis siurblius kartu arba vieną siurblį galima valdyti nepriklausomai dažnio keitiklio režimu, kad būtų patenkintas kalibravimo vamzdynų srauto diapazonas.
Siurblio galvutė pagrįstai parenkama remiantis apskaičiuota vamzdyno trinties ir vietiniais nuostoliais nuo siurblio išleidimo angos iki vamzdyno išleidimo angos, taip pat aukščiu nuo bako paviršiaus iki nukreipimo antgalio ir grįžtamojo vamzdžio, siurblio įsiurbimo nuostoliais ir darbinio slėgio reikalavimais kalibravimui. Siurblio srauto efektyvumui naudojamos tarpinės vertės.
Siurbliai suprojektuoti ir pagaminti naudojant modernius optimalius hidraulinius modelius, su spiraliniais korpusais, horizontaliu įsiurbimu, vertikaliu išleidimu ir vienodais įleidimo/išleidimo skersmenimis. Tiesioginis variklio prijungimas užtikrina koncentrinius velenus, stabilų ir patikimą veikimą, užtikrina stabilų siurblio išleidimo slėgį su minimaliais slėgio ir srauto svyravimais, palengvina valdymą ir reguliavimą.
Montuojant siurblį taikomos vibracijos mažinimo ir izoliavimo priemonės. Siurblio įleidimo / išleidimo angose sumontuotos lanksčios jungtys, siekiant efektyviai sumažinti vibraciją. Išleidimo vamzdžiuose sumontuoti lėtai užsidarantys atbuliniai vožtuvai, siekiant išvengti atbulinio srauto, o slėgio mažinimo priemonės pašalina hidraulinį smūgi. Varikliai veikia energiją taupančiai, su apsauga nuo viršsrovės / perkrovos. Siekiant išvengti oro įtraukimo ir užpildymo problemų, naudojamas teigiamas įsiurbimo slėgis.
B. Stabilizuojantis laivas
Įrenginio slėgio stabilizavimo metodas yra indo stabilizavimas + VFD reguliavimas, naudojamas srauto ir slėgio svyravimams sumažinti aptikimo metu. Jis užtikrina stabilų sistemos slėgį, pašalina aukšto dažnio pulsaciją ir smūgines bangas iš siurblių bei pašalina kalibravimo terpėje esančius burbuliukus. Stabilizuojantis indas apskaičiuoja vidurkį, buferuoja ir sugeria skysčio slėgio pulsacijas, užtikrindamas, kad išėjimo srauto slėgio svyravimai išliktų stabilūs 0,2 % ribose, todėl skystis kalibravimo vamzdyne visiškai atitinka vienfazio pastovaus srauto reikalavimus.
Remiantis siurblio išleidimo angos svyravimo verte, indo stabilizavimo verte ir indo įleidimo/išleidimo angos skersmenimis, apskaičiuokite maksimalų srautą, kad būtų galima pagrįstai suprojektuoti indo tūrį, kiekį ir maksimalų vardinį slėgį. Medžiaga gali būti 304 nerūdijantis plienas arba anglinis plienas.
Indas turi vieną vertikalią pertvarą ir tris horizontalias gradientines pertvaras su perforuotomis grotelėmis. Vertikali pertvara padalija indą į įleidimo ir išleidimo kameras. Įeinanti terpė teka aukštyn/žemyn pertvaros ir buferio dėka, turbulenciją dar labiau sumažina horizontalios pertvaros ir viršutinė oro pagalvė, o tada per perpildymo angą patenka į išleidimo kamerą ir vamzdį. Tai efektyviai sugeria ir buferuoja aukšto dažnio pulsacijos smūgines bangas, pašalindama siurblio sukeltą pulsaciją ir veikdama kaip slėgio stabilizatorius ir iškroviklis. Nedidelius sistemos slėgio pokyčius buferuoja automatinis oro pagalvės erdvės virš indo išsiplėtimas/susitraukimas.
Projektavimas ir gamyba atitinka GB150-2011 „Plieniniai slėginiai indai“ ir „Slėginių indų saugos technologijų priežiūros reglamentus“. Flanšai atitinka GB150-2011 ir GB/T 9112~9124-2010 „Plieninių vamzdžių flanšai“. Pateikiama visa saugos dokumentacija (gamybos licencija, kokybės sertifikatas, specialios įrangos priežiūros sertifikatas, projektavimo bylos, montavimo / priežiūros vadovai).
Indo priedai apima manometrą, išleidimo vožtuvą, spyruoklinį pilno pakėlimo apsauginį vožtuvą, vamzdynus ir jungiamąsias detales.
C. VFD sistema
Įrenginyje įrengta individuali VFD sistema. Jos funkcijos: 1) Išvengti tinklo poveikio perjungiant maitinimo dažnį, 2) Užtikrinti, kad siurbliai visada veiktų pagal VFD valdymą, kad būtų lengviau reguliuoti sistemos srautą ir taupyti energiją. Sistemą daugiausia sudaro paleidimo spintelė, VFD, jungiamieji kabeliai ir kt. Vienas VFD valdo vieną siurblio variklį (geriausias greičio diapazonas: 35 Hz–50 Hz). PID valdymas naudojamas srautui ir slėgiui reguliuoti. VFD montuojami spintelėse su vietinio / avarinio stabdymo funkcijomis, rankiniu valdymu ir nuotoliniu kompiuterio valdymu. Saugumo sumetimais spintose įmontuotos terminės relės, skirtos apsaugoti nuo viršsrovės / perkrovos.
Eksploatacijos metu VFD valdomi siurblių varikliai papildo srauto diapazonus, kurių nepasiekia fiksuoto greičio siurbliai. Veikiant VFD, reikėtų vengti apatinės ribinės ribos diapazono, kad būtų išvengta negyvų zonų ir netiesinio reguliavimo. Stabiliam srautui per MUT reikia stabilaus slėgio skirtumo jame. Priešsrovio slėgio stabilumo reguliavimas yra srauto stabilumo raktas. VFD slėgio reguliavimas naudoja PID algoritmus; jo efektyvumas tiesiogiai lemia sistemos našumą. Įgyvendinimas gali būti toks:
Naudokite PLC kaip reguliatorių (principas pateiktas žemiau). Privalumai: greitas reagavimas, naudoja dažnio keitiklio gamintojo valdymo algoritmus, pagerina reguliavimo patikimumą.
Dažnio dažnio keitiklių spintelėje esančios terminės relės užtikrina apsaugą nuo viršsrovės / perkrovos. Dažnio dažnio keitikliai taip pat veikia kaip švelnūs paleidikliai, gerai apsaugantys siurblius.
D. Oro gaudyklė / filtras
Kadangi svėrimo sistema yra atviras procesas, bandymo terpėje aptikimo metu gali susidaryti priemaišų ir burbuliukų, dėl kurių gali atsirasti matavimo paklaidų ir gali būti pažeisti standartiniai ir MUT srauto matuokliai. Stabilizuojančio indo išleidimo angoje įrengiami tinkamo dydžio oro gaudyklės / filtrai, skirti atskirti ir pašalinti dujas bei priemaišas iš vamzdyno, užtikrinant įrenginio veikimą.
Pagrįstai suprojektuokite specifikacijas, kiekį ir maksimalų nominalų slėgį. Cilindrinė korpuso konstrukcija su viršutiniu ventiliacijos vožtuvu, apatiniu išleidimo vožtuvu, vidine filtro kasete, oro surinkimo zona, slopinimo plokšte, perforuotu filtro tinkleliu. Su terpe besiliečianti medžiaga: 304 nerūdijantis plienas; kitos dalys: dažytas anglinis plienas.
2.4.2Metrologinių standartų sistema
Įstaigos metrologinių standartų sistemoje naudojami:
* Didelio tikslumo elektroninės svarstyklės kaip gravimetrinio metodo etalonas.
* Standartiniai darbiniai matai kaip nuoroda tūriniam metodui.
* Standartiniai srauto matuokliai kaip pagrindinio matuoklio metodo nuoroda.
Daugiausia sudaryta iš uždarymo vožtuvų, srauto reguliavimo vožtuvų, nukreipiklio, svėrimo indo, didelio tikslumo elektroninių svarstyklių (arba standartinių metalinių matų), proceso vamzdynų ir kt.
A. Gravimetrinė svėrimo sistema (elektroninės svarstyklės)
Sistema leidžia kalibruoti MUT maksimaliame ir minimaliame srauto taškuose. Galima pasirinkti skirtingas svėrimo sistemas (svarstykles) pagal srauto greitį.
Pavyzdys: Keturios svėrimo sistemos atitinka kalibravimo reikalavimus:
* 1 grupė: 12000 kg svarstyklės, 12000 l svėrimo indas, DN300 nukreipiklis, priešslėgio linija.
* 2 grupė: 3000 kg svarstyklės, 3000 l svėrimo indas, DN100 skirstytuvas, priešslėgio linija.
* 3 grupė: 600 kg svarstyklės, 600 l svėrimo indas, DN50 skirstytuvas, priešslėgio linija.
* 4 grupė: 120 kg svarstyklės, 120 l svėrimo indas, DN25 nukreipiklis, priešslėgio linija.
Svarstyklių platforma susideda iš svėrimo korpuso ir rėmo, su jutiklio apsauga nuo perkrovos, standartine ryšio sąsaja (pvz., RS232/RS485), gali būti prijungta prie vietinio ekrano arba valdymo sistemos, su automatine taravimo funkcija.
B. Svėrimo indas
Svėrimo indai laiko bandymo terpę gravimetrinio kalibravimo metu. Konstrukcija: apvalus nerūdijančio plieno indas, atitinkantis svarstyklių platformos dydį. Sienelių storis atitinka svėrimo ir stiprumo reikalavimus, užtikrinant, kad ilgalaikio naudojimo metu nedeformuosis.
Pavyzdys: Keturios talpyklos: 12000 l, 3000 l, 600 l, 120 l. Visų talpyklų išleidimo laikas ≤40 s.
Įrengtas lygio jutiklis, išleidimo vožtuvas, išleidimo vamzdis ir kt., atliekant tokias funkcijas kaip skysčio lygio stebėjimas, viršijimo signalizacija, apsauga nuo taškymosi ir greitas išleidimas. Konstrukcijoje atsižvelgta į erdvę ir tvirtumą: apvalus nerūdijantis plienas, viršutinės srauto kreiptuvo grotelės, apatinis išleidimo vamzdis/vožtuvas; vidiniai kryžiaus formos plyšiniai srauto stabilizatoriai, vienodai suvirinti, kad būtų pašalinti burbuliukai ir sūkuriai, atsirandantys dėl srauto svyravimų, užtikrinant oro pašalinimą ir srauto stabilizavimą. Medžiaga: 304 nerūdijantis plienas.
C. Tūrio matavimo sistema (standartiniai darbiniai matai)
Suprojektuotas, pagamintas ir parinktas griežtai laikantis JJG259-2005 „Standartinių metalinių matų patikros reglamento“, siekiant užtikrinti vandens srauto matuoklio kalibravimo tikslumą, stabilumą ir patikimumą. Tinka maks., min. ir tarpiniams MUT srauto taškams. Skirtingos matavimo stotys (matavimo vietos) gali būti pasirinktos pagal srauto greitį.
Pavyzdys: trys standartinės darbo priemonės:
* GBJ-10000L (vieno aukščio tipo), srauto diapazonas (300–1150) m³/h.
* GBJ-3000L (kombinuotas tipas: 1000 l + 2000 l), srauto diapazonas (70~300) m³/h.
* GBJ-700L (kombinuotas tipas: 200 l + 500 l), srauto diapazonas (0,9–70) m³/h.
Matavimo įrenginį sudaro matuoklio kaklelis, lygio vamzdelis, matuoklio kaklelio skalė, viršutinis kūgis, cilindrinis korpusas, apatinis kūgis, išleidimo vožtuvas, stovas ir niveliavimo komponentai. Su skysčiu besiliečianti medžiaga: 304 nerūdijantis plienas.
Išleidimo vožtuvai yra pneumatiniai, pasižymi lanksčiu veikimu, geru sandarumu ir stabiliu veikimu.
D. Nukreiptuvas
Skirstytuvas yra pagrindinis skysčių srauto įrenginių komponentas. Jis greitai perjungia skysčio tekėjimo kryptį, tiksliai įpurškdamas skystį, tekantį per MUT, į svėrimo indą be apėjimo per reikiamą laiką. Tai svarbus parametras vertinant įrenginio neapibrėžtumą.
Mūsų pačių sukurtas pneumatinis atvirojo tipo nukreipiklis yra atviros konstrukcijos, stabilaus veikimo, atitinka įrenginio reikalavimus, užtikrinant, kad veikimo metu nebūtų taškymosi ar srauto nukrypimo. Slėgio svyravimų poveikis srautui nukreipimo metu esant maksimaliam srautui yra fiksuota vertė.
Nukreiptuvas suporuotas vienas su vienu su skalės (arba matavimo) stotimis. Nukreiptuvo skersmuo ir kiekis yra pagrįstai suprojektuoti. Veikimas lengvas, ašinis judėjimas tiesinis, mažas pasipriešinimas, greitas veikimas, mažas nukreipimo laiko skirtumas, atitinkantis atitinkamus patikros reglamentus.
Techniniai parametrai: vieno takto nukreipimo laikas ≤200ms, nukreipimo laiko skirtumas ≤20ms, paklaida 0,02%, oro šaltinio slėgis (0,4~0,6) MPa, su terpe besiliečianti medžiaga: 304 nerūdijantis plienas.
E. Standartiniai srauto matuokliai (pagrindiniai matuokliai)
Elektromagnetiniai srauto matuokliai daugiausia naudojami kaip pagrindiniai matuokliai, kurių tikslumo klasė ≤0,2, pakartojamumas ≤0,06 %. Šie matuokliai taip pat naudojami kaip standartiniai indikatoriai momentiniam srautui stebėti gravimetrinio kalibravimo metu. Stebint pagrindinio matuoklio momentinį srautą, VFD dažnis ir reguliavimo vožtuvo atidarymas reguliuojami taip, kad būtų pasiektas norimas momentinis srautas vamzdyne. Standartinis srauto greitis paprastai yra (0,5–5) m/s, atitinkantis maksimalaus/minimalaus įrenginio srauto reikalavimus. Pagrindinius matuoklius galima atsekti internetu gravimetriniu metodu, užtikrinant tikslų ir patikimą atsekamumą, kartu pašalinant sudėtingą išardymo/surinkimo darbą skaitiklio patikrai.
2.4.3Kalibravimo bandymo vamzdynų sistema
Apima kalibravimo bandymų stotis, kolektorių, standartinius srauto matuoklius, procesų vamzdynus ir kt., aprūpintus slėgio davikliais, temperatūros davikliais, pneumatiniais rutuliniais vožtuvais, elektriniais srauto reguliavimo vožtuvais, pneumatiniais skaitiklių prispaudimo įtaisais, vamzdynų išleidimo vožtuvais, vamzdynų ventiliacijos vožtuvais, vamzdynų valymo mechanizmais, MUT darbastaliu, vamzdynų atramomis ir kita pagalbine įranga bei prietaisais.
A. Kalibravimo bandymų stotys
Atsižvelgiant į naudotojo vietos sąlygas, pagrįstai suprojektuojamos kelios stacionarios kalibravimo bandymų stotys, išdėstytos greta. Standartiniai stočių skersmenys: DN25, DN50, DN80, DN100, DN150, DN200, DN300, DN400, DN500, DN600. Kitus dydžius galima kalibruoti keičiant vamzdžius.
B. Tiesūs vamzdžių ruožai
Kalibravimo tiesios vamzdžių atkarpos, suprojektuotos kaip 20D prieš srovę ir 5D pasroviui nuo MUT. Prieš srovę / pasroviui esančios atkarpos turi slėgio / temperatūros išleidimo taškus, atitinkančius atitinkamus reglamentų reikalavimus, patikimai užsandarintus, kad būtų lengviau kalibruoti MUT.
Medžiaga: 304 nerūdijančio plieno vamzdis. Išorinio skersmens ir sienelės storio nuokrypiai atitinka nacionalinius standartus.
C. Ritės
Įrenginyje yra įvairių kalibravimo dydžių ritės, kad būtų patenkinti skirtingi MUT matmenų reikalavimai. Ritės matmenys gaminami pagal naudotojo reikalavimus. Medžiaga: 304 nerūdijantis plienas.
D. Skaitiklio fiksavimo įtaisas (išsiplėtimo jungtis)
Prispaudimo įtaisas yra svarbi pagalbinė įranga. Šioje įmonėje naudojami pneumatiniai dvigubo cilindro išorinės pavaros prispaudimo įtaisai su rankinio valdymo funkcija. Ši konstrukcija pašalina neaptinkamų vidinių oro/vandens nuotėkių cilindrų korpusuose trūkumą. Eigos ilgis tinka įvairiems instrumentams, kartu užtikrinant našumą. Skersmuo ir kiekis yra pagrįstai suprojektuoti kiekvienai stočiai, kad būtų galima laikyti MUT.
Nominalus slėgis: 1,6 MPa, standartinis eigos ilgis ≥200 mm, oro slėgis (0,4–0,6) MPa, su terpe besiliečianti medžiaga: 304 nerūdijantis plienas.
E. Siųstuvai
a. Slėgio siųstuvas: tikslumo klasė 0,075, MPE ±0,075 % FS, diapazonas (0–1,0) MPa, išvestis (4–20) mA, maitinimas DC24V. Paprastai 3 įrenginiai montuojami ant kolektorių arba kiekvienam vamzdynui nurodomi vartotojo.
b. Temperatūros daviklis: tikslumo klasė 0,2, MPE ±0,2 °C, diapazonas (0–50) °C, išvestis (4–20) mA, maitinimas DC24V. Paprastai 3 įrenginiai montuojami ant kolektorių arba kiekvienam vamzdynui nurodomi vartotojo.
F. Vožtuvai
a. Pneumatiniai uždarymo vožtuvai
Vamzdynų uždarymo vožtuvams naudojami pneumatiniai O tipo pilno skersmens rutuliniai vožtuvai ir pneumatiniai drugelio vožtuvai. Varomi suslėgtu oru, kad būtų galima greitai atidaryti / uždaryti vamzdyną. Rutulinio vožtuvo nominalus slėgis 1,6 MPa; drugelio vožtuvo nominalus slėgis 1,0 MPa. Pagal kalibravimo reikalavimus kiekvienoje bandymo stotyje prieš standartinį srauto matuoklį, prieš nukreipiklį ir prieš/pasroviui nuo MUT įrengiamas vienas pneumatinis rutulinis vožtuvas. Po vieną pneumatinę drugelio vožtuvą įrengiamas kiekvieno svėrimo indo išleidimo angoje. Vožtuvo šerdies medžiaga: 304 nerūdijantis plienas arba pilnai nerūdijantis plienas.
b. Elektrinis srauto reguliavimo rutulinis vožtuvas
Stebi pagrindinio skaitiklio momentinį srautą, kad galėtų reguliuoti VFD dažnį ir vožtuvo atsidarymą, pasiekdamas reikiamą srauto greitį. Naudojami elektriniai V formos reguliavimo rutuliniai vožtuvai, tikslumas 1 %, nominalus slėgis 1,6 MPa. Po vieną montuojamas pasroviui nuo kiekvieno pagrindinio skaitiklio vamzdyno. Vožtuvo šerdies medžiaga: 304 nerūdijantis plienas arba pilnai nerūdijantis plienas.
c. Rankiniai vožtuvai ir atbuliniai vožtuvai
Rankiniai uždaromieji vožtuvai, sumontuoti prieš kiekvieną siurblio įsiurbimo angą, kad būtų galima izoliuoti techninės priežiūros metu. Atbuliniai vožtuvai, sumontuoti pasroviui po kiekvienu siurblio išleidimo anga, siekiant apsaugoti siurblius nuo hidraulinio smūgio įprasto darbo metu. Uždaromojo vožtuvo šerdies medžiaga: 304 arba nerūdijantis plienas. Atbulinio vožtuvo medžiaga: 304 nerūdijantis plienas.
d. Rankiniai vožtuvai
Kiekviename sistemos vamzdyne įrengti išleidimo vožtuvai, ventiliacijos vožtuvai ir prapūtimo mechanizmo valdymo vožtuvai. Rankinis valdymas. Medžiaga: 304 nerūdijantis plienas.
e. Kalibravimo bandymo vežimėlis
Kilnojamas kėlimo vežimėlis MUT transportavimui, stabilizavimui, laikymui ir montavimui. Specifikacijos ir kiekis konfigūruojami pagal naudotojo reikalavimus. Stovas turi centravimo mechanizmą, užtikrinantį vamzdyno koncentriškumą ir lengvą MUT išėmimą. Montavimo vieta pritaikyta įvairių specialių dydžių skaitikliams.
f. Vamzdynų atramos
Visiems proceso vamzdynams numatytos atitinkamos vamzdynų atramos. Kiekvienam nukreipikliui numatytos specialios atramos. Medžiaga: dažytas anglinis plienas.
2.4.4Maitinimo oro šaltinio sistema
Tiekia suslėgtą orą pneumatiniams komponentams įrenginyje, atitinkančiam įprastus naudojimo reikalavimus. Pneumatiniai komponentai gaminami iš aukščiausios klasės prekių ženklų, užtikrinančių saugumą, patikimumą ir stabilų veikimą.
A. Oro kompresorius
Stūmoklinis oro kompresorius parenkamas atsižvelgiant į realius poreikius. Privalumai: didelis patikimumas, lengvas valdymas / priežiūra, geras dinaminis balansas, didelis prisitaikymas, tinkamas įvairioms darbo sąlygoms.
B. Oro surinktuvo bakas
Protingai suprojektuotas tūris ir maksimalus nominalus slėgis, pagrįstas pneumatinių įrenginių skaičiumi ir jų darbiniu slėgiu. Medžiaga: dažytas anglinis plienas. Įrengtas manometras, spyruoklinis pilno pakėlimo apsauginis vožtuvas, ventiliacijos vožtuvas, išleidimo vožtuvas, vamzdynai ir jungiamosios detalės.
Projektavimas ir gamyba atitinka GB150-2011 „Plieniniai slėginiai indai“ ir „Slėginių indų saugos technologijų priežiūros reglamentai“. Pateikti visi saugos dokumentai.
2.4.5Standartinės dalys
Standartinių dalių (alkūnių, reduktorių, flanšų, tvirtinimo detalių, tarpinių ir kt.) vardinis slėgis yra ≥1,0 MPa. Medžiaga: nerūdijantis plienas.
2.4.6Vamzdžių sekcijos
Vamzdžių sekcijoms naudojami nerūdijančio plieno (304) vamzdžiai, kurių vardinis slėgis ≥1,0 MPa. Vamzdžiai atitinka atitinkamus nacionalinius standartus. Praktinis ilgis, kiekis ir montavimo forma pagrįstai konfigūruojami atsižvelgiant į faktinį objekto išdėstymą.

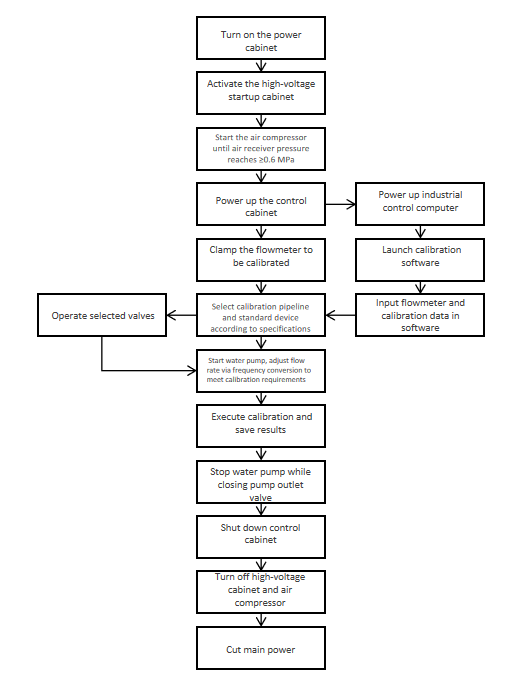
2.5 Kalibravimo darbo procedūra
2.5.1Įjunkite maitinimo spintą, dažnio keitiklių paleidimo spintą, oro kompresorių, valdymo spintą, pramoninį kompiuterį (IPC) ir kt. iš eilės. Įsitikinkite, kad įranga paleista ir veikia normaliai.
2.5.2Pirmiausia pasirinkite kalibravimo vamzdyno skersmenį, atitinkantį MUT skersmenį (skirtingo skersmens skaitiklius kalibruokite keisdami vamzdžius). Padėkite MUT ant kalibravimo bandymo stoties darbastalio padėklo arba V formos stovo. Sureguliuokite darbastalio hidraulinį kėlimo mechanizmą, kad MUT centro aukštis ir koncentriškumas būtų sulygiuoti su priešsroviu vamzdynu ir užsroviu pneumatiniu prailginimo (prispaudimo) įtaisu. Tada užfiksuokite hidraulinį mechanizmą.
2.5.3Sumontavus MUT, aktyvuokite pneumatinį prispaudimo įtaisą, naudodami jo rankinį kryptinį vožtuvą, kad pritvirtintumėte MUT ašine kryptimi. Galiausiai pritvirtinkite MUT flanšo jungtis prie vamzdyno flanšų naudodami atitinkamus varžtus, užtikrindami sandarumą. Tai užbaigia MUT montavimą. Nuimdami atlikite veiksmus atvirkštine tvarka (pastaba: prieš nuimdami atidarykite vamzdyno išleidimo vožtuvą, kad sumažintumėte slėgį ir išleistumėte skystį; MUT išimkite tik išleidus terpę).
2.5.4Paleiskite siurblį, atsižvelgdami į srauto diapazoną (valdomas dažnio keitikliu; cirkuliacijos metu reguliuokite siurblio dažnį/greitį, kad vamzdyno srautas būtų aptinkamo diapazono ribose). Lėtai atidarykite pasirinktus vamzdyno vožtuvus. Reguliuokite srautą reguliavimo vožtuvu, kol bandymo taške bus pasiektas stabilus srautas. Šiame etape nukreipiklis, svorio indo išleidimo vožtuvas ir grįžtamosios linijos vožtuvai yra išleidimo padėtyje. Tuo pačiu metu patikrinkite, ar įranga veikia normaliai. Jei yra sutrikimų, pašalinkite triktis ir sutaisykite pagal atitinkamus įrangos vadovus.
2.5.5Prieš oficialų kalibravimą taip pat patikrinkite, ar veikia visi temperatūros / slėgio prietaisai ir svarstyklės. Metodas: Prieš paleidžiant įrangą, patikrinkite, ar temperatūros prietaisų rodmenys turi būti pastovūs arba artimi; slėgio prietaisų rodmenys turi būti pastovūs arba artimi; svarstyklės turi būti taruotos ir nulinės.
2.5.6Programinės įrangos sąsajoje nustatykite kalibravimo parametrus (žr. sistemos programinės įrangos vadovą). Įjunkite nukreipiklį, kad srauto kryptis būtų perjungta į bandymo padėtį. Skystis teka į svėrimo indą. Pasibaigus nustatytam kalibravimo laikui, nukreipiklis automatiškai persijungia. Kai skystis inde stabilizuojasi, surinkite svarstyklių (standartinio matavimo) duomenis. Kompiuteris automatiškai įrašo duomenis, tada atidaro išleidimo vožtuvą, kad ištuštintų indą.
2.5.7Išleidus ir lašėjus mažiausiai 30 sekundžių, išleidimo vožtuvas automatiškai užsidaro, o nukreipiklis automatiškai persijungia, pradėdamas antrą bandymo taško bandymą. Kartokite veiksmą, kol bus atliktas reikiamas bandymų skaičius tame taške. Žingsnis po žingsnio atlikite veiksmus, kad užbaigtumėte visus srauto taškus.
2.5.8Po kalibravimo iš eilės išjunkite siurblius, atitinkamus vožtuvus, dažnio keitiklių starterio spintą, oro kompresorių, maitinimo spintą, valdymo spintą ir IPC.
2.5.9Operacijų srauto schema
2.6 Kompiuterinė matavimo ir valdymo sistema
2.6.1Sistemos funkcijos
Matavimo ir valdymo sistema naudoja kompiuterį kaip centrinį duomenų apdorojimo valdymo bloką. Sujungdama techninę ir programinę įrangą, ji automatiškai gauna ir apdoroja matavimo duomenis (temperatūrą, slėgio daviklius, standartinio srauto matuoklio srautą, MUT srautą, svarstykles); automatiškai valdo siurblius, uždaromuosius vožtuvus, reguliavimo vožtuvus, dažnio keitiklius ir svėrimo sistemos komponentus (skirtiklį, išleidimo vožtuvą); reguliuoja slėgį, temperatūrą ir srautą; perjungia procesus; ir rodo, saugo bei spausdina kalibravimo rezultatus, užbaigdama metrologinės patikros procesą.
2.6.2Sistemos aparatinės įrangos sudėtis
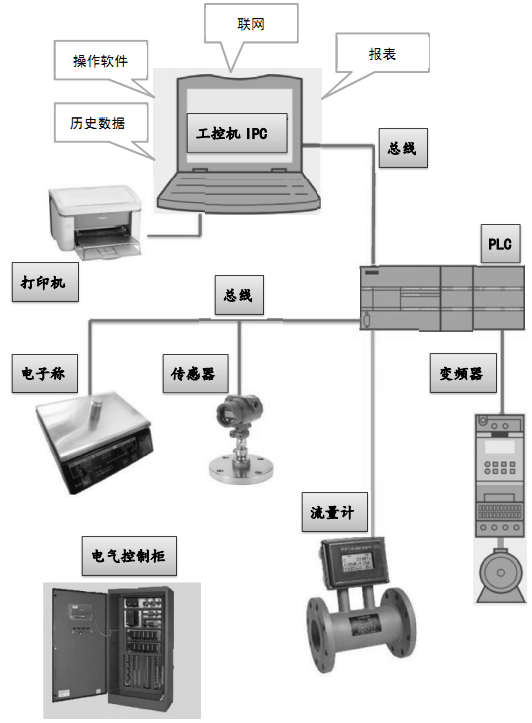
2.6.2.1 Programuojamas loginis valdiklis (PLC) ir periferiniai įrenginiai
PLC veikia kaip žemesnio lygio valdiklis. Funkcijos apima:
* Proceso signalo apdorojimas, gavimas, konvertavimas į parametrų vertes IPC (<1 ms atrankos laikas).
* Automatinis proceso valdymas, automatinis kalibravimo valdymas.
* Tinklo komunikacija.
Naudojami „Siemens“ PLC serijos įvesties/išvesties moduliai, skaitiklių moduliai. Įrengta specialioje valdymo spintoje, atitinkančioje IEC60439, GB4942, GB50062-92 standartus. Įrengti blokavimo jungikliai ir aliarmo indikatoriai.
Spintelėje taip pat yra periferiniai įrenginiai (jungikliai, saugikliai, relės, kontaktoriai), pagaminti naudojant vietinius kokybės prekės ženklus.
2.6.2.2Kalibravimo etaloninis laikmatis
Sukurtas įmonės viduje, rodo laiką / skaičiavimą pagrindinėje kompiuterio sąsajoje. Dažnio matavimo išplėstinė neapibrėžtis *U* = 3 × 10⁻⁶ (*k* = 2); minimali skiriamoji geba ≤0,001 s. Kalibravimo sąsaja rezervuota su dviem išėjimais internetiniam laikmačio kalibravimui naudojant standartinį dažnį.
Techninės specifikacijos:
| Nr. | Prekė | Parametras | Pastaba |
| 1 | Kristalinis osciliatorius 8 val. stabilumas | ≤1×10⁻⁶ |
|
| 2 | Dažnio matavimo išplėstinė neapibrėžtis | U=3×10⁻⁶ (*k*=2) |
|
| 3 | Minimali laikmačio skiriamoji geba | 0,001 s |
|
2.6.2.3Kintamo dažnio pavara (VFD) ir valdymo sistema
Naudoja VFD sistemas siurblio greičiui valdyti srauto reguliavimui. VFD yra pagrindiniai komponentai, montuojami VFD paleidimo spintose, naudojant GGD korpuso formą, atitinkančią IEC60439, GB4942, GB50062-92 standartus.
VFD sistema turi vietinio / avarinio stabdymo funkcijas. Įprastas paleidimas / stabdymas gali būti rankinis (vietinis) arba nuotolinis kompiuterio valdymas.
2.6.2.4Centrinis valdymo blokas
„Advantech“ prekės ženklo pramoninis kompiuteris (IPC). Pagrindinė konfigūracija:
| Nr. | Aparatinės įrangos konfigūracija | Parametras | Pastaba |
| 1 | Pagrindinė plokštė | Advantech |
|
| 2 | CPU | I5 |
|
| 3 | Atmintis | 8G |
|
| 4 | Kietasis diskas | 1 TB + 120 GB SSD diskas |
|
| 5 | Monitorius | 24 colių spalvotas LCD ekranas |
|
IPC yra sistemos pagrindas. Naudodamas „Srauto matavimo ir valdymo programinę įrangą“, jis gauna lauko duomenis iš PLC, valdo sistemos išvestis, vadovauja kalibravimo procesams, tvarko įvykius, apdoroja / apskaičiuoja kalibravimo duomenis, pateikia / saugo įrašus / ataskaitas ir leidžia atlikti istorinių duomenų užklausas / kurti atsargines kopijas.
IPC monitorius, pelė ir klaviatūra veikia kaip žmogaus ir mašinos sąsaja (HMI).
2.6.2.5Išvesties įrenginys
Vienas A4 formato lazerinis spausdintuvas.
2.6.3Programinės įrangos sistema
Susideda iš IPC veikiančios „Srauto matavimo ir valdymo programinės įrangos“, „Kalibravimo duomenų apdorojimo programinės įrangos“, „Ryšio duomenų apdorojimo programos“ ir PLC veikiančios „PLC valdymo programos“.
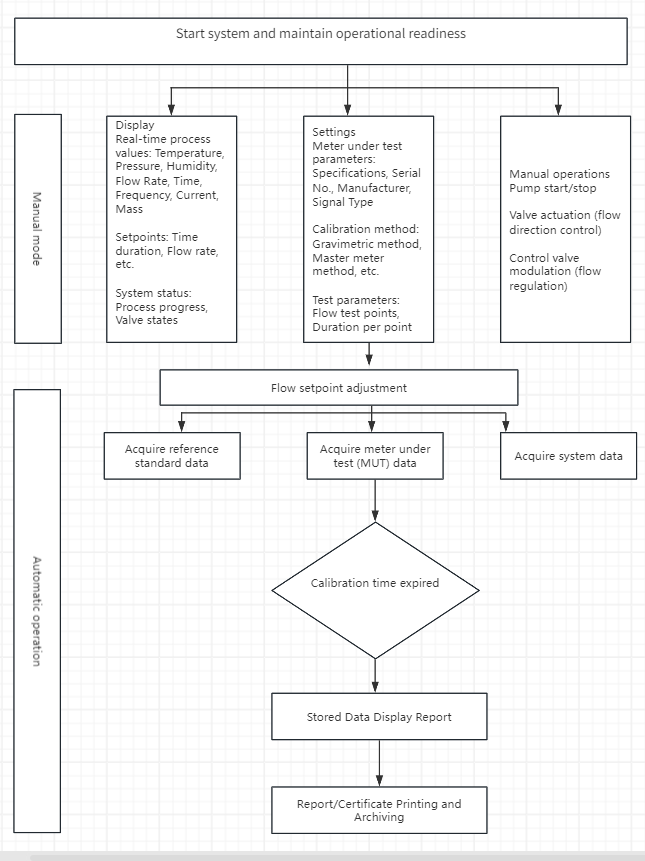
2.6.3.1Programinės įrangos funkcijų srauto schema
2.6.3.2Pagrindiniai programinės įrangos veikimo ekranai
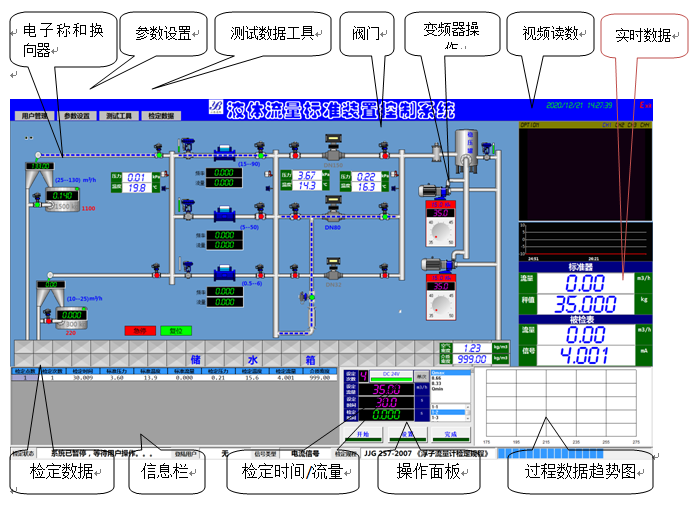
2.6.3.3Pagrindinės programinės įrangos funkcijos
Proceso rodymas ir valdymasDinaminė proceso schema rodo bandymo srauto būseną. Rodo inžinerinių parametrų būsenas realiuoju laiku. Operacijos atitinka nacionalinius standartus, reglamentus ir procedūras; tikslus ir patikimas valdymas.
Būsenos ekranas: Rodo vamzdyno srauto lauko parametrus (temperatūrą, slėgį, greitį, srautą ir kt.) ir įrangos būseną plano vaizde.
Ataskaitų teikimas ir istorinių duomenų valdytojait: Generuoja pamainos, dienos, mėnesio ir metines ataskaitas apie pagrindinius parametrus ir įrangos būseną. Ataskaitas galima spausdinti automatiškai arba rankiniu būdu.
Pranešimų valdymas: Rodo gedimų informaciją keičiant spalvas, iššokančiuosiuose languose, lentelėse. Nustato parametrų ribinių verčių ir įrangos gedimų signalus.
Vartotojų / saugumo valdymas: Suteikia kelis prieigos lygius su skirtingais veikimo prioritetais. Slaptažodžių lygiai reikalingi lauko įrenginio paleidimui / sustabdymui ir parametrų nustatymui, kad būtų išvengta netinkamo naudojimo.
Sistemos valdymas: Nustato / tvarko naudotojų informaciją. Tvarko naudotojus, registruoja prisijungimo / operacijų istoriją užklausų ir saugumo tikslais.
Išsaugoti ir sukurti atsarginę kopijąGalimybė išsaugoti ir kopijuoti bandymų duomenis ir susijusius failus.
A. Valdymo funkcijos
* Automatinis kalibravimo proceso valdymas.
* Siurblio paleidimas / sustabdymas ir dažnio valdymas.
* Vožtuvų valdymas.
* Perjungimo perjungimo valdymas.
* Apsauga nuo konteinerių apribojimų.
* Srauto reguliavimas: automatiškai valdo reguliavimo vožtuvo atidarymą pagal bandymo taško srautą.
B. Duomenų rinkimo funkcijos
* Analoginiai signalai gaunami per 16 bitų didelio tikslumo modulius.
* Valdymo signalus apdoroja didelės spartos Būlio procesoriaus moduliai (nepriklausomas CPU, ciklas <1us), skirti sinchroniniam duomenų rinkimui.
* Temperatūros, slėgio duomenų matavimas.
* Standartinis srauto matuoklio srauto duomenų matavimas.
* MUT srauto duomenų matavimas (4–20 mA, impulsas ir kt.).
* Svarstyklių svėrimo duomenų matavimas.
* Vožtuvo padėties signalo grįžtamasis ryšys.
C. Duomenų apdorojimo funkcijos
* Apdoroja kalibravimo duomenis ir vertina rezultatus pagal nacionalinius standartus ir reglamentus.
* Leidžia segmentuoti momentinių standartinių srauto matuoklio koeficientų nustatymą.
* Lankstus bandymo taškų, bandymų skaičiaus, bandymų laiko nustatymas (automatinis pagal standartus arba vartotojo nustatytas).
* Saugo bandymų įrašus duomenų bazėje, kad būtų galima juos užklausti, spausdinti, modifikuoti, ištrinti pagal poreikį.
* Automatiškai generuoja duomenų ataskaitas ir tvarko duomenis.
D. Ekrano funkcijos
Grafinis procesų ekranas įrangos stebėjimui realiuoju laiku. Imituoja lauko vožtuvų būsenas, reguliavimo vožtuvo atidarymą, MUT signalo būseną, srauto būklę, temperatūrą, nukreipiklio kryptį, išleidimo vožtuvo būseną, VFD dažnį ir kt.
E. Veikimo funkcijos
Patogi vartotojo sąsaja su grafiniu valdymu. Valdykite lauko pavaras pelės paspaudimu – intuityvu ir patogu.
F. Vedlio funkcija
Vedlio sąsaja padeda vartotojams atlikti visą kalibravimo procesą. Nustatykite reikiamus parametrus / MUT informaciją pagal nurodymus. Paprastos operacijos užbaigia kalibravimą po sąrankos. Lengvas, greitas valdymas; lengva išmokti.
2.6.3.4Konkretus pagrindinių funkcijų įgyvendinimas
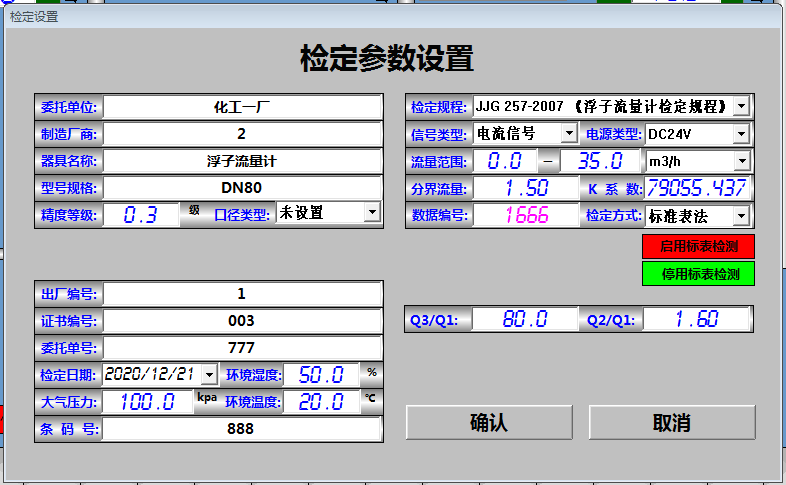
A. MUT tvarkymas
Sistema gali tiekti MUT maitinimą. MUT signalus nuskaito PLC moduliai, kurie automatiškai apskaičiuoja sukauptą srautą. Masės / tūrio konvertavimą, skalės rodmenų plūdrumo korekciją, temperatūros / slėgio korekciją, reikiamą duomenų apdorojimą ir ataskaitas automatiškai tvarko IPC programinė įranga.
Kaip parodyta žemiau, programinės įrangos sąsajai reikia rankiniu būdu įvesti MUT parametrus (pvz., signalo tipą per išskleidžiamąjį meniu: analoginė srovė, impulsas, nėra išvesties). Pasirinkus, sistema automatiškai nukreipia signalą į tinkamą kanalą.
B. Pagrindinių skaitiklių valdymas
Pagrindinio skaitiklio maitinimą tiekia sistema. Duomenys gaunami nuskaitant impulsus. Programinė įranga identifikuoja kalibravimo eigą, kad būtų pasirinktas atitinkamas pagrindinis skaitiklis. Kalibravimo metu PLC automatiškai kaupia bendrą impulsų skaičių, kad būtų užtikrinta ≤ ±1 impulso registravimo paklaida. Pagrindinius skaitiklius galima periodiškai kalibruoti internetu naudojant elektronines svarstykles.
C. Temperatūros ir slėgio matavimas
Visus temperatūros/keitiklius maitina sistema. Korekcijoms reikalingas didelis konvertavimo tikslumas. Naudojami 16 bitų analoginiai/skaitmeniniai moduliai, pasižymintys dideliu tikslumu, greičiu, skaitmeniniu filtravimu ir kompensacija.
D. Uždarymo vožtuvas ir nukreipiklio valdymas
Maitinimą taip pat tiekia sistema. Galima valdyti spustelint ekrano grafiką / mygtukus arba automatiškai pagal proceso srautą. Perjungiklis persijungia automatiškai kalibravimo metu; specialus laikmatis fiksuoja perjungimo laiką ir kelionės laiką.
E. Reguliavimo vožtuvo valdymas
Valdymo srovę tiekia D/A modulis. Daugiausia naudojama srauto taško reguliavimui. Esant stabiliam priešsrovio slėgiui, vožtuvo atidarymas yra tiesinis srauto atžvilgiu; jį reguliuojant pasiekiamas reikiamas bandymo srautas.
F. Skalės duomenų rinkimas
Sistema tiekia 220 V kintamąją srovę. Duomenys gaunami per RS485 ryšį. Programinė įranga gali automatiškai pasirinkti tinkamą skalės diapazoną pagal srauto tašką / kalibravimo laiką arba operatorius gali pasirinkti rankiniu būdu per sąsają.
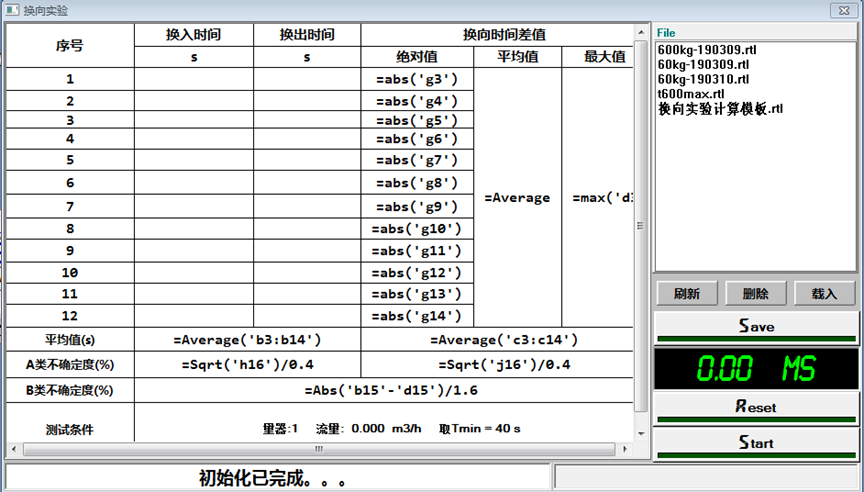
G. Nukreiptuvo bandymo šablonas
Šiame ekrane galima kalibruoti nukreipiklio laiką, automatiškai generuojant reglamentus atitinkančius duomenis. Duomenis galima eksportuoti ir saugoti duomenų bazėje.
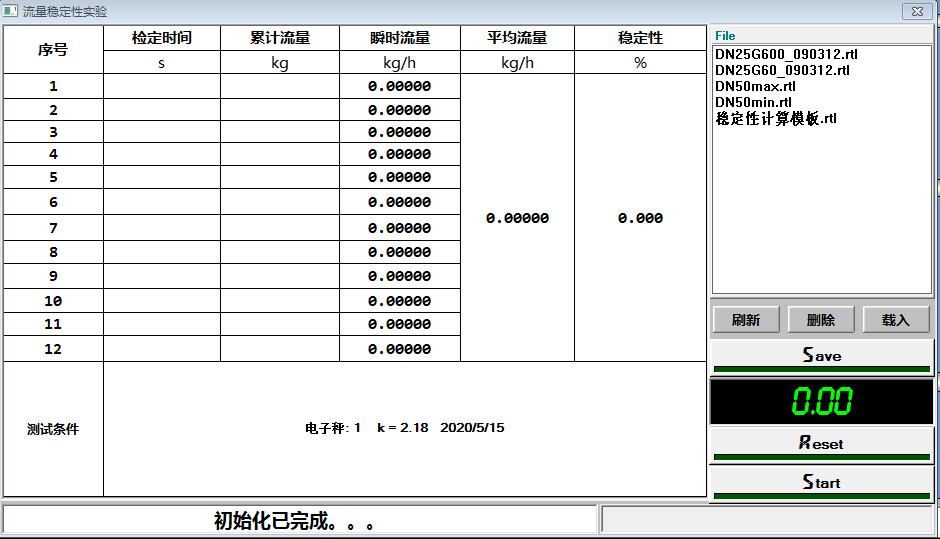
H. Stabilumo bandymo šablonas
Šiame ekrane palengvinamas srauto stabilumo kalibravimas, automatiškai generuojant reikalavimus atitinkančius duomenis. Duomenis galima eksportuoti ir saugoti.
2.6.3.5Valdymo programų kūrimo programinė įranga
Aukštesniojo lygio (IPC) valdymo programinė įranga sukurta naudojant konfigūravimo programinę įrangą. Žemesniojo lygio (PLC) valdymo programa integruota į konfigūravimo programinę įrangą. Pateikia HMI, grafinę sistemos būsenos animaciją, intuityvų valdymą. Pasižymi geru aparatinės įrangos suderinamumu ir galingomis funkcijomis. Greitai sukurta, paprasta naudoti, patogi sąsaja.
Kalibravimo duomenų apdorojimo programa, sukurta naudojant „Microsoft Office Excel VBA“ valdymo kodą. „Microsoft SQL Server“ duomenų bazėje saugomi kalibravimo duomenys. „Excel“ pagrindu sukurta ataskaitų sistema automatiškai generuoja ataskaitas ir tvarko duomenis.
Duomenų rodymas realiuoju laiku, automatinis apdorojimas, rezultatų ir neapdorotų duomenų išsaugojimas rankiniam patikrinimui užtikrinant tikslumą. Įrašai saugomi duomenų bazėje, kad būtų galima juos užklausti, spausdinti, modifikuoti, ištrinti.
Duomenų perdavimo paslaugų programa, sukurta naudojant VB 6.0 SP6, skirta ryšiui su svarstyklėmis ir kitais prietaisais.
Programinės įrangos atnaujinimas ir priežiūra: patogi naudoti, lengvai prižiūrima. Suteikia visą naudojimo laiką galiojančius atnaujinimus, kad būtų galima prisitaikyti prie standartų / reglamentų ar naudotojų poreikių pakeitimų.
2.7 Techninės priežiūros procedūros
2.7.1Pagrindinė siurblio priežiūra
2.7.1.1Griežtai laikykitės siurblio naudojimo procedūrų paleidimui, veikimui ir sustabdymui. Saugokite eksploatavimo įrašus.
2.7.1.2Kiekvieną pamainą tepimo taškuose patikrinkite tepalo kiekį pagal specifikacijas. Griežtai laikykitės.
2.7.1.3Patikrinkite guolio temperatūrą: ≤ aplinkos temperatūra + 35 °C; maksimali ritininio guolio temperatūra ≤ 75 °C; maksimali įvorės guolio temperatūra ≤ 70 °C. Patikrinkite variklio temperatūros kilimą per pamainą.
2.7.1.4Reguliariai tikrinkite veleno sandariklio nuotėkį: sandarinimo tarpiklis ~10 lašų/min.; mechaninis sandariklis: nulinis nuotėkis.
2.7.1.5Eksploatacijos metu stebėkite siurblio slėgį, variklio srovę (normalią/stabilią). Klausykite, ar nėra triukšmo/anomalių reiškinių. Nedelsdami spręskite problemas.
2.7.2Valdymo sistemos priežiūra
2.7.2.1Reguliariai valykite dulkes nuo valdymo spintelės TIK išjungus maitinimą.
2.7.2.2NENAUDOKITE įstaigos kompiuterio internetui ar nesusijusioms programoms. Reguliariai atlikite virusų nuskaitymą ir atnaujinkite antivirusinę programinę įrangą.
2.7.2.3Jei iš naujo diegiate OS, pirmiausia sukurkite kalibruotų duomenų atsarginę kopiją, kad išvengtumėte praradimo.
2.7.2.4Užtikrinkite stabilų maitinimo šaltinį ir aiškius valdymo sistemos laidus.
2.7.3Pneumatinių prispaudimo įtaisų priežiūra
2.7.3.1Po ilgesnio naudojimo sutepkite prailginimo vamzdį variklio alyva.
2.7.3.2Dirbant su vienu vamzdynu, UŽDARYKITE oro tiekimo vožtuvus į kitus vamzdynus, kad kiti spaustukai nebūtų apkrauti ir nepaveiktų jų tarnavimo laiko.
2.7.3.3Prieš pradėdami darbą, patikrinkite, ar oro linijos nėra užsikimšusios ir nepratekėjusios. Reguliariai išleiskite iš linijų susikaupusį vandenį.
2.7.4Vandens bako priežiūra
Reguliariai valykite baką, keiskite vandenį, kad siurbliai nebūtų pažeisti šiukšlėmis. Kasmet arba atsižvelgiant į vandens kokybę, atlikite vidinį antikorozinį/rūdijimo apdorojimą.
2.7.5Oro gaudytuvo / filtro priežiūra
Svarbu degazavimui ir filtravimui. Reguliariai valykite vidinį filtro elementą: nuimkite viršutinius jungiamuosius varžtus, atidarykite viršutinį flanšą, išimkite filtrą, nuvalykite nuo sieto šiukšles, pakeiskite ir vėl surinkite flanšą.
2.7.6Valdymo patalpos ir siurblinės priežiūra
2.7.6.1Užtikrinkite, kad kambario temperatūra / drėgmė atitiktų reikalavimus. Laikykite sausą ir švarią.
2.7.6.2Venkite vandens kaupimosi siurblinėje. Reguliariai valykite.
2.7.6.3Prieš valydami, tvarkydami ar tikrindami VISADA IŠJUNKITE pagrindinį maitinimą, kad išvengtumėte elektros smūgio ir sužalojimų.
Pastaba: Prižiūrėkite nepriklausomą pagalbinę įrangą pagal jos naudojimo instrukcijas.
2.8 Saugaus naudojimo procedūros
2.8.1Didinti saugos sąmoningumą. Padidėjęs sąmoningumas mažina nelaimingų atsitikimų skaičių. Sąmoningumo stiprinimas, pavojų nustatymas, saugos procedūrų žinojimas ir įgyvendinimas yra vieninteliai būdai išvengti nelaimingų atsitikimų.
2.8.2NEPAŽEIDŽKITE taisyklių. Pažeidimai įvyksta prieš nelaimingus atsitikimus; nelaimingi atsitikimai yra pažeidimų pasekmė. Paprastų sprendimų paieška dėl patogumo, greičio ar pastangų gali baigtis katastrofa. Pažeidimus būtina pašalinti.
2.8.3Tikrai pasiek „Trijų dalykų be skausmo“: Nesužalokite savęs; Nesužalokite kitų; Nebūkite sužeisti kitų. Tai yra esminis saugos valdymo elementas.
2.8.4Griežtai laikykitės visų objekto taisyklių. Užtikrinkite, kad už visus saugos pavojus būtų paskirti atsakingi asmenys.
2.8.5Operatoriai PRIVALO būti apmokyti prieš pradėdami dirbti. PRIEŠ gaudami sertifikavimą darbui, jie privalo atidžiai perskaityti ir suprasti nacionalinius patikros reglamentus, kalibravimo specifikacijas ir vadovus.
2.8.6Kalibravimo terpė yra švarus vanduo. Vandenį keiskite atsižvelgdami į drumstumą, kad išvengtumėte siurblio ir standartinio skaitiklio pažeidimų, dėl kurių gali atsirasti nelaimingų atsitikimų.
2.8.7Stabilizuojantis indas yra slėginis indas. NEDALINKITE ir nemodifikuokite. Laikykite personalą ATOSIOJE darbo metu.
2.8.8Montuodami / nuimdami MUT, padėkite jį stabiliai. NIEKADA nekiškite pirštų į jungtis ir nelieskite varžtų skylių. Montuodami / nuimdami laikykite tarpiklius šonuose.
2.8.9Po įrengimo / paleidimo NEGALIMA ardyti privačiai, kad nepažeistumėte komponentų.
2.8.10NEKEISKITE kompiuterio savavališkai. NIEKADA nenaudokite interneto ar nesusijusioms programoms. Reguliariai ieškokite virusų ir atnaujinkite antivirusinę programą.
2.8.11NIEKADA neatjunkite / neprijunkite karštuoju būdu jokio jungiamojo gnybto ar kištuko.
2.8.12NEŠALINKITE operacinės sistemos atsarginių kopijų failų.
2.8.13Naudojant suslėgtą orą, nuolat tikrinkite ventiliacijos sistemas ir apsauginius vožtuvus, kad užsikimšusios ventiliacijos angos nesukeltų per didelio slėgio bakuose / linijose.
2.8.14Nukreipkite oro purkštukus į negyvenamas vietoves, žemę ar dangų. NIEKADA nenukreipkite į įrangą, personalą, takus ar įėjimus.
2.8.15Prieš valydami, tvarkydami ar tikrindami VISADA IŠJUNKITE pagrindinį maitinimą. Taip išvengsite komponentų atsipalaidavimo, elektros smūgio ir sužalojimų.
2.8.16Prieš kasdien išeidami, operatoriai PRIVALO patikrinti, ar durys / langai ir maitinimas yra IŠJUNGTI, taip užtikrinant objekto saugumą.
2.9 Dažnio keitiklio spintelės eksploatavimas ir priežiūra
2.9.1Naudojimas: Pirmiausia patikrinkite, ar spintelėje nėra neįprastų garsų / kvapų. Jei viskas gerai, įjunkite pagrindinį valdymo grandinės jungiklį („Power On“). Užsidega žalias mygtuko („Power On“) lemputė ant spintelės, įsijungia ventiliatorius, taip pat užsidega raudona mygtuko lemputė. Dabar siurblio paleidimą / sustabdymą galima valdyti kompiuteriu. Voltmetras rodo ~380 V, ampermetras rodo darbinę srovę.
2.9.2Siurblio paleidimas: Turi būti paleistas VFD režimu. Norėdami pakeisti variklio greitį, naudokite kompiuterio sąsają, kad sureguliuotumėte VFD išvestį.
2.9.3NIEKADA tiesiogiai nenustatykite maksimalaus VFD dažnio veikimo metu. Įjungimo srovė yra per didelė ir gali sugadinti įrangą.
2.9.4Išjungimas: Pirmiausia kompiuteriu sustabdykite visus variklius. TADA spauskite raudoną mygtuką (IŠJUNGTI) ant spintelės, kol užges visos raudonos lemputės. Galiausiai išjunkite pagrindinį maitinimo jungiklį.
2.9.5Rankinio / automatinio parinkimo rankenėlė ir rankinio VFD / tinklo dažnio paleidimo / sustabdymo mygtukų grupės, esančios ant spintelės, NĖRA rekomenduojamos įprastam kalibravimui. Jos skirtos TIK įrangos priežiūrai ir siurblių derinimui.
Jei derinant reikia keisti VFD nustatymus (nustatyti į skydelio valdymo režimą), žr. VFD vadovą.
2.9.6Maitinimo spintą ir siurblių variklius PRIVALO reguliariai tikrinti specialistai. Laikykitės periodinių elektros komponentų patikros procedūrų. Nedelsdami pakeiskite pažeistas dalis. Užtikrinkite normalų veikimą. Operatoriai PRIVALO laikytis procedūrų. Užtikrinkite asmeninį saugumą!
2.10 Įrangos remonto vadovas
Šiame vadove nurodomi įrenginio techninės priežiūros ciklai, turinys, priežiūra ir trikčių šalinimas. Jis yra skirtas operatoriams ir techninės priežiūros personalui. Šaltiniai:
(1) Prie įrangos pridedami vadovai;
(2) Atitinkami srauto matavimo reglamentai ir specifikacijos;
(3) Mechaninio remonto ir procesų technologijų žinynai.
2.10.1Priežiūros ciklas
Galima reguliuoti atsižvelgiant į būklės stebėjimą ir įrangos būseną.
Techninės priežiūros ciklų lentelė:
| Priežiūros elementas | Priežiūros tipas | Nedidelis remontas | Kapitalinis remontas |
| Išcentrinis siurblys | Ciklas | 8–12 mėnesių | 12–24 mėnesių |
| Oro kompresorius | Ciklas | ||
| Proceso įranga | Ciklas | ||
| Valdymo sistema | Ciklas |
2.10.2Priežiūros ir remonto turinys
2.10.2.1Išcentrinis siurblys
A. Trikčių šalinimas ir taisymas
| Problema | Galima priežastis | Priemonė |
| Siurblys neužsiveda | Ryšys nutrūko | Patikrinkite laidus, jei reikia, pataisykite |
| Saugiklis perdegęs | Pakeiskite saugiklį | |
| Suveikė variklio apsauga | Patikrinkite apsaugos nustatymus, ištaisykite, jei neteisingi | |
| Variklio apsauga nepersijungia, valdymo klaida | Patikrinkite variklio apsaugos valdiklį, jei neteisingai, pataisykite | |
| Variklis neužsiveda / sunkiai užsiveda | Įtampa / dažnis gerokai neatitinka specifikacijos | Patobulinkite maitinimo šaltinį, patikrinkite kabelio skerspjūvį |
| Neteisinga sukimosi kryptis | Variklio prijungimo klaida | Sukeiskite dvi fazes |
| Didelis greičio sumažėjimas esant apkrovai | Perkrova | Išmatuokite galią, jei reikia, naudokite didesnį variklį arba sumažinkite apkrovą |
| Įtampos kritimas | Padidinkite kabelio skerspjūvį | |
| Variklio ūžimas, didelė srovė | Apvijos defektas | Siųskite variklį profesionaliam remontui |
| Rotoriaus trintis | ||
| Saugiklis perdega akimirksniu / Apsauga suveikia | Trumpasis jungimas | Teisingas trumpasis jungimas |
| Variklio trumpasis jungimas | Siųskite variklį profesionaliam remontui | |
| Laidų klaida | Teisinga grandinė | |
| Variklio įžeminimo gedimas | Siųskite variklį profesionaliam remontui | |
| Variklis perkaito (išmatuotas) | Perkrova | Išmatuokite galią, jei reikia, naudokite didesnį variklį arba sumažinkite apkrovą |
| Prastas aušinimas | Pagerinkite aušinimo oro srautą, išvalykite ventiliacijos angas, jei reikia, pridėkite priverstinį ventiliatorių | |
| Aukšta aplinkos temperatūra | Laikykitės leistino diapazono | |
| Atsilaisvinęs ryšys (fazės praradimas) | Ištaisykite prastą kontaktą | |
| Saugiklis perdegęs | Raskite / pašalinkite priežastį (žr. aukščiau), pakeiskite saugiklį |
B. Įrangos priežiūra: Tas pats, kas skyriuje2.7.1
2.10.2.3Proceso įranga (spaustukai, skirstytuvai, vožtuvai)
A. Trikčių šalinimas ir taisymas
| Problema | Galima priežastis | Priemonė | |
| Spaustuką sunku užvesti | Žemas oro slėgis | Patikrinkite, ar nėra nuotėkių, sureguliuokite reguliatorių / tepimo įtaisą | |
| Nepakankama prispaudimo jėga | |||
| Montavimo padėtis nestabili | Rankinis vožtuvas ne iki galo valdomas | ||
| Prastas vamzdžių tepimas | Įpilkite alyvos per cilindro oro įleidimo angą | ||
| Cilindras pažeistas | Patikrinkite ir pakeiskite | ||
| Per greitas/lėtas spaustuko greitis | Žemas oro slėgis | Įleidimo droselinės sklendės reguliavimas | |
| Aukštas oro slėgis | Įleidimo droselinės sklendės reguliavimas | ||
| Cilindras pažeistas | Patikrinkite ir pakeiskite | ||
| Nukreiptuvą sunku užvesti | Žemas oro slėgis | Patikrinkite, ar nėra nuotėkių, sureguliuokite reguliatorių / tepimo įtaisą | |
| Lėtas perjungimo greitis | |||
| Perjungimo padėtis nepasiekta | Patikrinkite solenoidinį vožtuvą, suremontuokite | ||
| Prastas įleidimo vamzdžio tepimas | Įpilkite alyvos per cilindro oro įleidimo angą | ||
| Cilindras pažeistas | Patikrinkite ir pakeiskite | ||
| Nukreiptuvo laiko skirtumas neatitinka specifikacijos | Kairės/dešinės perjungimas nėra sinchroninis | Solenoidinio vožtuvo išleidimo angų reguliavimas | |
| Fotoelektrinis ekranas netinkamai padėtas | Patikrinkite ir sureguliuokite skydo padėtį | ||
| Vožtuvą sunku užvesti | Žemas oro slėgis | Patikrinkite, ar nėra nuotėkių, sureguliuokite reguliatorių / tepimo įtaisą | |
| Lėtas perjungimo greitis | |||
| Pavaros cilindras leidžia orą | Pakeiskite sandariklius | |
| Solenoidinis vožtuvas neveikia | Patikrinkite ir remontuokite |
B. Įrangos priežiūra: pagal skyrių2.7.3 ir2.8.13.
2.10.2.4Valdymo sistema
A. Trikčių šalinimas ir taisymas
| Problema | Galima priežastis | Priemonė |
| Kompiuterio gedimas | Kompiuteris neveikia | Patikrinkite ir remontuokite |
| Nutrūkęs kabelis arba prastas kontaktas | Patikrinkite ir pakeiskite kabelį | |
| Terminalas atidarytas arba prastas kontaktas | Pakeiskite terminalą | |
| Sugadinta sistemos programinė įranga | Iš naujo įdiekite sistemą, pranešę mums | |
| Nėra prietaisų duomenų | Prietaisų valdymo kabinos jungtis nutrūkusi/bloga | Patikrinkite laidus ir saugiklius Pakeiskite gnybtą arba saugiklį Pakeiskite siųstuvą |
| Nėra temperatūros / slėgio rodymo | Temperatūros/slėgio transmiterinio valdymo kabina atidaryta/prasta | |
| Signalo maitinimo gedimas | Maitinimo modulio arba kabelio gedimas | Pakeiskite modulį arba kabelį |
| Valdymo kabina nereaguoja | Pažeista valdymo kabinos jungtis arba kabelis | Pakeiskite kabinos terminalą arba kabelį |
- Valdymo sistemos priežiūra:
- Visada reguliariai valykite dulkes nuo valdymo spintelės, tik tada, kai atjungtas elektros maitinimas.
- Nenaudokite šios įrangos kompiuterio interneto prieigai ir neįdiekite jokių su darbu nesusijusių programų; laiku atlikite virusų nuskaitymą ir nuolat atnaujinkite antivirusinę programinę įrangą.
- Jei sistemą diegiate iš naujo, būtinai sukurkite kalibruotų duomenų atsarginę kopiją, kad neprarastumėte patikrinimo duomenų.
- Užtikrinkite stabilų maitinimo šaltinį ir neužblokuotas valdymo sistemos grandines.
- Reguliariai tikrinkite signalinius laidus valdymo spintelės įvesties/išvesties skydelyje. Visas atsilaisvinusias jungtis priveržkite plokščiu atsuktuvu.
- Periodiškai patikrinkite, ar valdymo skydelio jungikliai / rankenėlės sukasi normaliai. Jei slysta, patikrinkite, ar nėra atsilaisvinusių tvirtinimo varžtų, ir priveržkite juos; pakeiskite, jei pažeisti.
- Kiekvieną mėnesį pašalinkite statinę elektrą iš įžeminimo grandinės nuotėkio jungiklio (ELCB).
2.10.2.5Bandomasis paleidimas ir priėmimas
A. Pasirengimas prieš bandymą: Patvirtinti remonto užbaigimą, kokybę, įrašus; išvalyti vietą; suderinti prietaisus / valdymo / blokavimo sistemas; užpildyti alyvos sistemą; išleisti / išleisti orą iš oro sistemos; suremontuoti / įjungti elektros sistemą; paruošti įrankius.
B. Bandomasis paleidimas: bandymas be apkrovos; patvirtinkite, kad alyvos / vandens / oro / elektros / prietaisų sistemos veikia normaliai; prieš priėmimą paleiskite 72 valandas be problemų; priėmimo patvirtinimas turi būti atliktas atitinkamų darbuotojų.